 |
|
|
|
The
Classroom and Hands-On Training
|
||
|
|
|
|
|
The
Classroom and Hands-On Training
|
||
|
|
Brazing Repair:
Tanks: Acetylene - Consists of the gas which burns. This tank has a 600 p.s.i. capacity. The gauge should be set 6-7 lbs./1mm when in use. Gauges - Each tank has a separate gauge. The acetylene tanks, gauges, and hoses have a left hand thread. When not in use, safety procedures require that gas pressure must be released and all gauges must be stored in a clean and dry area. Torches: Heating torch - Heating of flux-coated brazing rod and metal surfaces to be repaired or welded. It is also used for heating solder to desired consistency for application and flux preparation. This torch can also be adjusted to cut metal. Brazing Rods- A flux-coated brass rod that
must be heated to a pre-molten stage prior to being applied to the
metal. This can be used to weld adjoining metal surfaces, and to
fill both holes and gaps. |
|||||||||||||
 |
 |
||||||||||||||
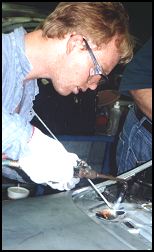
Safe Operating Procedure: With the torch connected to the oxygen and acetylene source, and the corresponding gauges properly set , the torch is now ready to be ignited. The torch body gas gas flow regulating valves for both the oxygen and acetylene gases. When not in use, their valves should be closed. To ignite the torch, turn each valve 1/8 turn to the open position and spark the torch nozzle by using a flint and steel striker. The torch flame can be adjusted to provide varying degrees of temperature. Weak oxygen pressure, combined with weak acetylene pressure, will result in a low temperature flame. Strong oxygen pressure, combined with strong acetylene pressure, will result in high temperature flame. Both the oxygen and acetylene valves can be adjusted independently to achieve the desired temperatures and lengths of torch flames.  Brazing
Repair Procedure:
|
Best viewed at 800 x 600
Resolution
|
 bond is completed when the molten brass "flows" across
both surfaces. This brazing bond will harden as the metal cools.
Disturbance to the bonded area before the brazing has cooled or "cured"
will result in bonding / weld failure. To speed this process, water
may be applied. The brazing process can also be used to fill metal
fatigue splits, bridge gaps between adjoining metal surface, and to repair
gunshot (spot gun) holes where the metal itself has been burned away.
As before being applied to the metal surface. Then the metal surface
and the brazing rod are heated together. The starting point can be
self determined: however, once begun, the tip of the heating torch should
be moved along the brazing rod approximately 1/4" to 1/2" ahead of the
rod's melting point (on the rod itself). This will allow the molten
brass to solidify quickly after being applied , resulting in layering of
the brazing material. With practice and patience, the filling of
areas requiring repair can be completed.
bond is completed when the molten brass "flows" across
both surfaces. This brazing bond will harden as the metal cools.
Disturbance to the bonded area before the brazing has cooled or "cured"
will result in bonding / weld failure. To speed this process, water
may be applied. The brazing process can also be used to fill metal
fatigue splits, bridge gaps between adjoining metal surface, and to repair
gunshot (spot gun) holes where the metal itself has been burned away.
As before being applied to the metal surface. Then the metal surface
and the brazing rod are heated together. The starting point can be
self determined: however, once begun, the tip of the heating torch should
be moved along the brazing rod approximately 1/4" to 1/2" ahead of the
rod's melting point (on the rod itself). This will allow the molten
brass to solidify quickly after being applied , resulting in layering of
the brazing material. With practice and patience, the filling of
areas requiring repair can be completed.